せん断バリ
素材が引きちぎられる過程で発生する「せん断バリ」について、原因と対策、除去する方法などをまとめました。
せん断バリとは?
プレス加工では、タレパンやシャーリング・マシンで切ったり穴を空けるなど、材料にさまざまな加工を加え、目的の形状に成形します。その中で、ダイヤパンチを最後まで押し切ることを「せん断」と言い、その過程で発生するバリを「せん断バリ」と言います。
せん断加工のプロセスは、「クッキー作り」をイメージすると理解しやすいでしょう。クッキー生地が材料、クッキーの抜き型がパンチ(凸型の工具)、まな板がダイ(凹型の工具)、そして型を押す人がプレス機械です。 引きちぎりバリとも呼ばれ、硬く鋭利な形をしているのが特徴です。
下記のページでは、品質・生産性・使いやすさに分けて、おすすめのバリ取り機メーカーを3社紹介しています。
せん断バリに対応しているメーカーをぜひ探して比較してみてください。
せん断バリが起きる原因
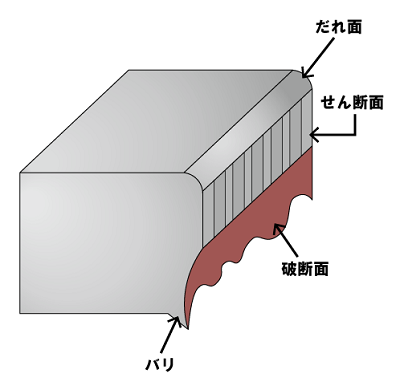
せん断加工では、まず下型の「ダイ」の上に材料を置きます。その後、上型の「パンチ」を押しつけ、圧力によって材料を曲げていきます。パンチとダイから加えられる力に材料が耐えられなくなると、「クラック(亀裂)」が発生します。そのまま力をかけ続けると、クラックが破断面を形成しながら切断されていきます。この、切断される際に発生する、材料から飛び出した突起が切断バリです。
バリの大きさは、パンチとダイの間にある「クリアランス」とよばれるスキマや加工材の材質、形状、パンチの速度、せん断プレードの消耗などによって左右されると言われます。中でも重要なのがクリアランスです。大きい程バリが大きくなり、逆に、小さすぎる場合にも二次せん断によるバリが発生します。
せん断バリを起こさないための
対策
せん断バリを防ぐためには、クリアランスの設定を適正に行うことが大切です。抜き形状に対して均一になるようにクリアランスを設定しましょう。抜き型のクリアランスのチェックは、紙やビニールを使って確認することができます。紙またはビニールをダイの上に乗せ、パンチがほんのわずかダイに入り込む状態で止め、きれいに切れている場合はクリアランスが小さく、ビニールが伸びた状態で切れていない場合は、クリアランスが大きいことを示します。均一な切れ方となるように調整してみてください。
ただし、材料の伸びが大きくバリが出やすい軟質材、伸びが小さくもろい黄銅材など、加工する材質によってバリの出方が違うため、材料に合わせた調整を行うことも大切です。
せん断バリを除去するには?
残念ながら、どんなにクリアランスを適正に設定しても、微細なバリは必ず発生します。このため、製品を加工する際にはバリの除去が不可欠です。手作業や機械など、除去する方法はさまざまですが、最近ではバリ取り作業を機械化・自動化する現場が増えています。
自動化を行うには、専用機、ロボットシステムの導入、職人が使うハンディタイプなどさまざまな方法があるので、現場の課題やコストに合わせて適切な方法を選びましょう。
バリ取り機のおすすめメーカー3社
バリ取り機メーカーを選ぶうえで、参考にしたいのが品質マネジメントシステムの国際規格「ISO9001(顧客満足)」を取得しているかどうか。ここではISO9001を取得している会社をピックアップし、品質・生産力・使いやすさの3つの分野で“スゴ腕”を持つバリ取り機メーカーを紹介します。
と唸る
そんなバリ取り機を
提供してくれるのは
- オススメのバリ取り機
- 大径ギヤ面取り機

https://www.senjo-seiki.co.jp/product/detail.php?CN=160006
- トヨタ、日産など国内外の豊富な納入実績!
- 安定品質を叶える現物倣い式で面取りにも対応
と唸る
そんなバリ取り機を
提供してくれるのは
- オススメのバリ取り機
- バリ取りロボットシステム

https://www.johnan.com/product/robot/deburring/
- 現場に合うバリ取りシステムを12機種から提案
- 無償のロボット特別教育でティーチング不要
と唸る
そんなバリ取り機を
提供してくれるのは
- オススメのバリ取り機
- XEBECブラシ表面⽤

https://www.xebec-tech.com/products/cf/
- 極小スペースにも届く全⻑5~6cmのコンパクト仕様
- 変形しにくい独自のセラミックファイバーを使⽤
※2021年12月調査時点でISO9001の取得を公式HPに記載しているバリ取り機メーカーのなかで、最も納入実績が豊富だった先生精機、ロボットシステムで最も機種が豊富だったXEBEC、最も小型のバリ取り機を提供していたXEBECを選出しています。